Images by Rob Bishop
I will apologize in advance for the sense of achievement in the title. In a nutshell, when you get to the end of this page the gearbox is still not in the locomotive. That however does not mean that there is has been no progress.
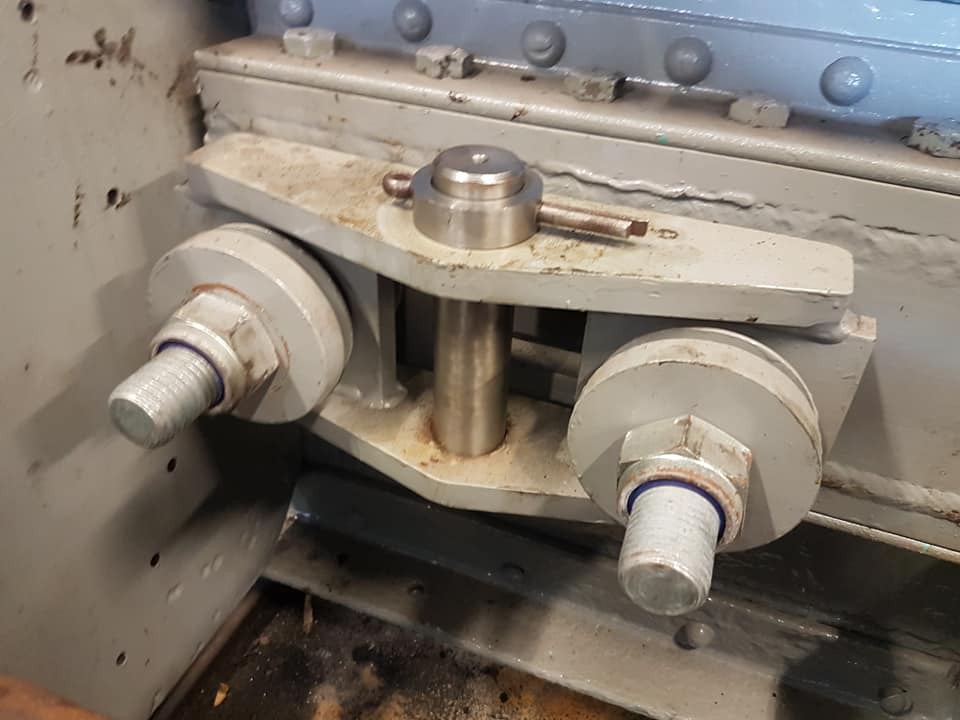
The replacement (longer) studs which fit the end plates to the gearbox have been fitted and will allow the new mounting plates to be fastened to the casting:
The replacement (longer) studs which fit the end plates to the gearbox have been fitted and will allow the new mounting plates to be fastened to the casting:

All
of the fabrication work on the plates is complete and they have been
painted a contrasting shade of green:

In this view of the first trial fit, the ‘clutch plate’ (see 26 October 2018 update) can be seen, mounted on the frames behind the gearbox, together with the refurbished mounting which supports the incoming drive shaft. This is a mounting, not a bearing as the shaft itself is contained in the unpainted areas of the housing. The layshaft, on which the lugs on the base of the gearbox sit, can be seen in the frame opening, as can the drawgear assembly. We’ll refer to that later…

So far, so good. But the engine side plate and the spacer ring did not clear the boss for the oil filler. A trip to the miller was required:

This is the little tickle it needed:

The spacer ring now fits. This view shows the engine side mounting plate in situ. The castle nut on the end of the shaft protruding from the upper shaft bearing plate is used to secure the chain to drive the vacuum exhauster:

Rob Bishop and Tim O’Donnell fit the new mounting plates:

This is the moment when satisfaction turned to mild despondency, the gearbox with the new mounting plates is about to be lowered into position:

We always knew it was going to be tight, and a little bit of machining will still be needed to achieve this significant objective.